
159-5020-5178

电 话:0515-88683889
传 真:0515-88683889
邮 箱:vestel@vestel-tech.com
网 址:www.vestel-tech.cn
地 址:江苏省盐城市盐都区大纵湖镇义丰双创园3#厂房
零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。 推荐钎剂喷淋设备适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。化学浸蚀清除表面氧化物始于批量生产,生产率高。许昌钎剂喷淋设备浸蚀液的选择取决于母材及其表面氧化物的性质状态。铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。

喷涂作业人员必须经过安全技术培训,未经培训不准工作。许昌钎剂喷淋设备喷漆作业前必须对所有的喷漆设备及工具进行全面检查,确认无问题时方可工作。喷漆作业场所的通风净化应符合GB 6415的要求。推荐钎剂喷淋设备作业中,企业安全技术部门应设专人定时测定密闭空间内空气中氧含量和可燃气体浓度,氧含量应在18%以上,可燃气体浓度应低于爆炸下限的10%。

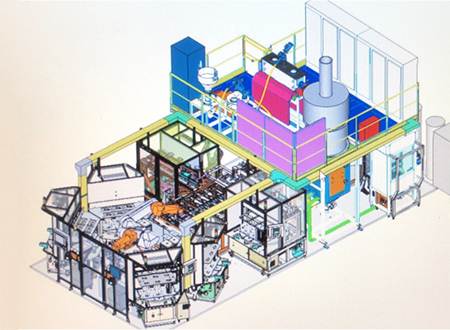
许昌钎剂喷淋设备喷淋主体表面做钝化处理,外观漂亮,钎剂回收效果好,可有效防止钎剂在喷淋室内钎剂堆积的情况,清理也非常方便,可有效吹除表面残留多余的钎剂。喷淋搅拌系统人性化设计,推荐钎剂喷淋设备钎剂回收桶安装有杂质过滤,桶设计成深桶结构,可有效防止钎剂因搅拌而溢出,而影响美观。钎焊炉清渣室安装有氮气预热系统,由于清渣室温度较高,烟气余热回收系统可充分利用烟气余热预热助燃空气,热损失小,间接的降低了钎焊炉对氮气加热而损失的能耗。

现象:起粒:原因:许昌钎剂喷淋设备作业现场不洁,灰尘混入油漆中;油漆调配好后放太久,油漆与固化剂已产生共聚微粒;喷枪出油量太小,气压太大,令油漆雾化不良或喷枪离物面太近。推荐钎剂喷淋设备解决方法:清洁喷漆室,盖好油漆桶;油漆调配好,不宜放太久;调整喷枪,以使其处于最佳工作状态,确定枪口距离物面20-50CM为宜。

许昌钎剂喷淋设备接头间隙大小可直接决定钎缝的致密性及强度,间隙太大,可使毛细作用减弱,使钎料充填发生困难,合金化作用减弱,导致接头机械性能差。尤其对两端为开阔的接头,液态钎料与零件表面张力小于钎料的重力,液态钎料无法自持质量,而导致钎焊无法进行。推荐钎剂喷淋设备间隙太小又会妨碍钎料的填充,不易形成焊透率良好的接头,液态钎料与零件表面张力小于钎料的重力,液态钎料无法自持质量,而导致钎焊无法进行。间隙太小又会妨碍钎料的填充,不易形成焊透率良好的接头,但在不影响钎料填充的前提下,钎焊间隙越小越好。这样钎料的合金化作用较强,利于扩散,金属化合物较少,更重要的是处于窄间隙中的钎料在受力发生塑性变形时受到周围强度高的钎焊金属的限制,接头中形成了复杂应力,结果使接头强度大大提高。

常用有机溶剂去除油污,如酒精、汽油、三氯乙烯、四氯化碳等。大批量生产常在有机溶剂蒸汽中脱脂。在浴槽中清洗时可采用机械搅拌或超声波振动以提高清洗作用。脱脂后须用水清洗并烘干。许昌钎剂喷淋设备零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。化学浸蚀清除表面氧化物始于批量生产,生产率高。推荐钎剂喷淋设备浸蚀液的选择取决于母材及其表面氧化物的性质状态。铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。


