
159-5020-5178

电 话:0515-88683889
传 真:0515-88683889
邮 箱:vestel@vestel-tech.com
网 址:www.vestel-tech.cn
地 址:江苏省盐城市盐都区大纵湖镇义丰双创园3#厂房

不同的钎焊方法对钎剂提出了不同的要求。如用于电阻钎焊时,钎剂应具有一定的导电性;专业涂覆设备用于浸渍钎焊时,钎剂应去除水分,以避免沸腾或爆沸。又如感应钎焊的钎焊时间短,加热速度快,涂覆设备生产厂家要求钎剂的反应要快,活性要大;而炉中钎焊的时间长,加热速度慢,要求钎剂的活性弱一些,但热稳定要好。
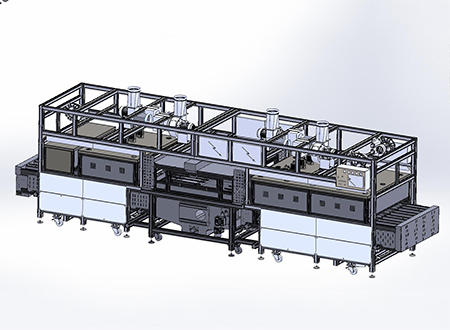
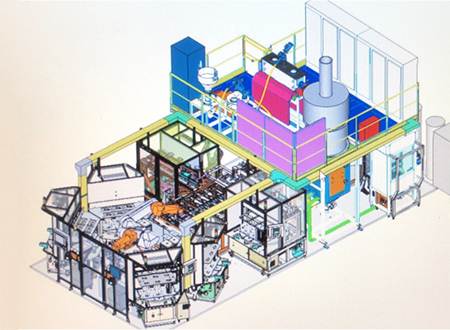
涂覆设备生产厂家针对于氮气炉中铝钎焊:一台钎剂喷淋装置把钎剂喷涂到工件上,通过烘干炉将工件加热到150℃~250℃进行干燥,聊城涂覆设备在通入保护气氛的钎焊炉内温度达到610℃左右时对工件进行钎焊,再经水冷和风冷冷却后,工件由卸料台卸下。流程如下: 被焊工件→钎剂喷涂→传送装置→干燥炉→传送装置→加热炉→钎焊炉→水冷室→气冷室→传送装置。 一条传送链携带工件通过一个封闭的钎剂室,在该钎剂室内含水钎剂喷涂到工件上,喷涂完成后,工件上多余的钎剂通过一个空气风刀去除,之后工件传送到烘干炉。喷撒钎剂后,部件需进入干燥炉干燥,温度通常在200℃左右,应小心防止热交换器过热,因过热(即250℃)可能会导致铝表面形成高温氧化物。

现象:起粒:原因:聊城涂覆设备作业现场不洁,灰尘混入油漆中;油漆调配好后放太久,油漆与固化剂已产生共聚微粒;喷枪出油量太小,气压太大,令油漆雾化不良或喷枪离物面太近。专业涂覆设备解决方法:清洁喷漆室,盖好油漆桶;油漆调配好,不宜放太久;调整喷枪,以使其处于最佳工作状态,确定枪口距离物面20-50CM为宜。
当真空度高于1000Pa时,真空计监测点“J2”点亮。这个时分,能够敞开“罗茨泵”。如条件不到,“罗茨泵”不会敞开,点击按钮无反响。聊城涂覆设备当真空度高于7Pa时,真空计监测点“J1”点亮。这个时分,敞开“前级阀”和“分散泵”。对“分散泵”进行预热。待“分散泵”预热时刻到达90分钟时分(可调查触摸屏上计数器),封闭“粗抽阀”,翻开“高阀”,对炉膛抽高真空。专业涂覆设备当炉膛真空度到达作业真空度后(真空计监测点“J3”点亮,留意初始监测点设置较高,能够自行设定或许到达所需真空度时,自行敞开加热),开加热,一同温控表主动发动运转(加热曲线需事前编好)。


