
159-5020-5178

电 话:0515-88683889
传 真:0515-88683889
邮 箱:vestel@vestel-tech.com
网 址:www.vestel-tech.cn
地 址:江苏省盐城市盐都区大纵湖镇义丰双创园3#厂房

我国现大部分还采用氨分解气。实际上在西方发达国家,推荐静电喷钎设备保护气氛基本上采用两种:a石油液化气;b氮基气氛。其中氮基气氛最有发展前途。现在能源危机不仅威胁着我国,也威胁着整个世界。我们知道,空气中含有78%的氮气,是取之不尽用之不竭的。现在我国大多数还采用氨分解气,静电喷钎设备价格认为主要原因有两个:一是氨分解气制备简单;二是国内对氮基气氛的宣传不够,广大用户对此不太了解,影响了推广。
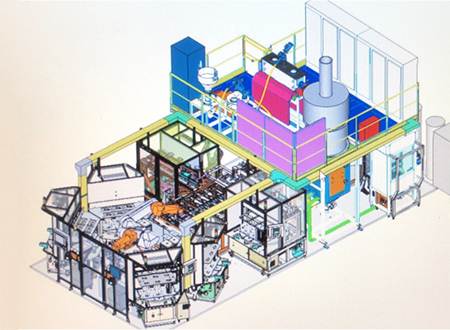
潮州静电喷钎设备输送系统,用于给待喷涂板材进行水平方向的输送,且所述输送系统的底部设置有均匀的空隙;推荐静电喷钎设备喷涂系统,包括外框主体和设置在所述外框主体内部的喷枪,其中,所述外框主体固定设置在所述输送系统的上部,形成所述输送系统上部罩体,有效防止粉体外泄形成粉尘,污染工作环境;供粉系统,用于给所述喷涂系统输出钎剂粉末;粉末回收系统,设置在所述输送系统的底部,且与所述输送系统的所述空隙连通,用于收集未喷涂到所述待喷涂板材上的钎剂粉末。

潮州静电喷钎设备对零件表面清洁度不但应按除油和清洗的工序要求进行,而且清洗除油后也必须防止零件被二次污染,这是因为在装配填置钎料和装炉肘通常会重新污染零件,因此在接触零件时配戴干净的棉织手套,以防止零件因手的接触而再次产生污染。除此之外,推荐静电喷钎设备装配时严禁用铝质榔头敲打,避免钎焊表面发生低熔点金属污染。同时还应注意炉子对零件的污染,当刚干完铜基钎料的炉子,炉壁或多或少会有铜的污染(在用微氩调节炉内压强时,铜钎料很少挥发,但完全避免是不可能的),如果接着多或少会有铜的污染(在用微氩调节炉内压强时,铜钎料很少挥发,但完全避免是不可能的),如果接着钎焊镍基材料零件时,可能引起铜对镍的溶蚀,所以应对空炉进行真空清理,使污染炉壁的低熔点合金再次挥发,并被泵抽出。

钎剂喷涂装置的使用方法,包括如下步骤:步骤1,将待喷涂板材6放置在输送系统1上,输送系统1带动板材6水平方向的移动;潮州静电喷钎设备步骤2,待喷涂板材6运行到外框主体21内部时,喷枪53喷出钎剂粉末至待喷涂板材6上,同时,粉末回收系统4回收未喷涂到待喷涂板材6上的钎剂粉末;推荐静电喷钎设备步骤3,输送系统1输出已喷涂完成的板材6。

常用有机溶剂去除油污,如酒精、汽油、三氯乙烯、四氯化碳等。大批量生产常在有机溶剂蒸汽中脱脂。在浴槽中清洗时可采用机械搅拌或超声波振动以提高清洗作用。脱脂后须用水清洗并烘干。潮州静电喷钎设备零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。化学浸蚀清除表面氧化物始于批量生产,生产率高。推荐静电喷钎设备浸蚀液的选择取决于母材及其表面氧化物的性质状态。铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。


