
159-5020-5178

电 话:0515-88683889
传 真:0515-88683889
邮 箱:vestel@vestel-tech.com
网 址:www.vestel-tech.cn
地 址:江苏省盐城市盐都区大纵湖镇义丰双创园3#厂房

现象:起粒:原因:濮阳钎剂预喷涂设备作业现场不洁,灰尘混入油漆中;油漆调配好后放太久,油漆与固化剂已产生共聚微粒;喷枪出油量太小,气压太大,令油漆雾化不良或喷枪离物面太近。推荐钎剂预喷涂设备解决方法:清洁喷漆室,盖好油漆桶;油漆调配好,不宜放太久;调整喷枪,以使其处于最佳工作状态,确定枪口距离物面20-50CM为宜。

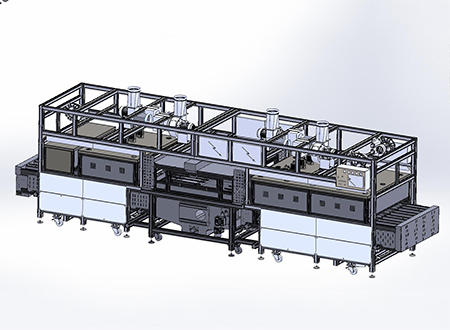
濮阳钎剂预喷涂设备节能型设计,氮气的损失主要在进料口与出料口,炉膛两侧面与金属帘衔接更加紧密,金属帘在长期使用后出现卷曲,封锁氮气外溢。全自动电气控制系统,PLC智能控制系统预设手动和自动两种无扰切换模式,能准备无误的记录各区的温度曲线,对钎焊炉程序化控制,推荐钎剂预喷涂设备可非常方便的设定所需要的升温时间,为保护炉胆做出共享。触摸屏可对各线路、电机、温控、变频器的故障进行实时监测,及时发现及时报警。

不同的钎焊方法对钎剂提出了不同的要求。如用于电阻钎焊时,钎剂应具有一定的导电性;推荐钎剂预喷涂设备用于浸渍钎焊时,钎剂应去除水分,以避免沸腾或爆沸。又如感应钎焊的钎焊时间短,加热速度快,钎剂预喷涂设备价格要求钎剂的反应要快,活性要大;而炉中钎焊的时间长,加热速度慢,要求钎剂的活性弱一些,但热稳定要好。
最好的装配方法是部件能自定位和自支撑,此外可以用夹具进行定位于夹紧。钎剂预喷涂设备价格针对于母材表面镀覆金属的扁管与翅片这时的接头不考虑间隙大小,但接头钎焊时必须通 过夹具预加一定的压力,使钎焊过程接头间隙减小。将集流管端盖与集流管按相应的位置安装好并用木锤头敲紧,然后再在点焊机上连同进口接头和集流管处一起用 点焊的方法使之连在一起,以便进行钎焊。 推荐钎剂预喷涂设备如果有需要预先安置钎料的部位,在装配的同时将钎料放到预定的位置。


