
159-5020-5178

电 话:0515-88683889
传 真:0515-88683889
邮 箱:vestel@vestel-tech.com
网 址:www.vestel-tech.cn
地 址:江苏省盐城市盐都区大纵湖镇义丰双创园3#厂房

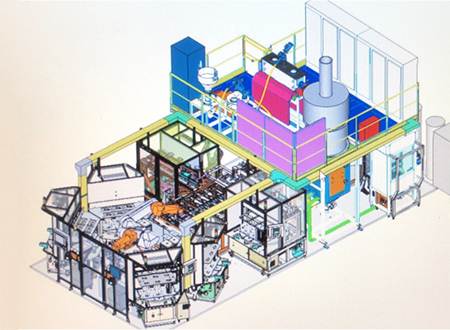
钎剂喷涂装置的使用方法,包括如下步骤:步骤1,将待喷涂板材6放置在输送系统1上,输送系统1带动板材6水平方向的移动;淮北静电喷钎系统步骤2,待喷涂板材6运行到外框主体21内部时,喷枪53喷出钎剂粉末至待喷涂板材6上,同时,粉末回收系统4回收未喷涂到待喷涂板材6上的钎剂粉末;推荐静电喷钎系统步骤3,输送系统1输出已喷涂完成的板材6。

真空炉中钎焊方法是在真空条件下,不施加钎剂的一种比较新的钎焊方法。由于钎焊处在真空环境下,可以有效地排除空气对工件的有害影响,因此可以不施加钎剂成功地进行钎焊。淮北静电喷钎系统主要用于钎焊那些难钎焊的金属和合金,如铝合金、钛合金、高温合金、难熔合金及陶瓷等。推荐静电喷钎系统所钎焊的接头光亮致密,具有良好的力学性能和耐腐蚀性等。真空钎焊设备一般不用于碳钢和低合金钢的针焊。真空炉中钎焊设备主要由真空钎焊炉和真空系统两部分组成。真空钎焊炉大致可以有两种类型:热壁炉和冷壁炉。两种类型的炉子可用天然气加热或电热,可以设计成侧装炉、底装炉或顶装炉(炕式)结构,真空系统可以通用。

在真空炉中进行钎焊操作时,将加有焊的焊件装入炉膛(或装入钎焊容器),关闭炉门(或封闭钎焊容器盖),加热前预抽真空。静电喷钎系统厂家先启动机械泵,待真空度达到1.35Pa后转动转向阀,关断机械泵与钎焊炉的直接通路,使管路通过扩散泵与钎焊炉相通,依靠机械泵与扩散泵限时工作,将钎焊炉抽至要求的真空度,然后开始通电加热。淮北静电喷钎系统在升温加热的全过程中真空机组应持续工作,以维持炉内的真空度,抵消真空系统和钎焊炉各种接口处的空气渗漏,炉壁、夹具和焊件等吸附的气体和水蒸气的释放,金属与氧化物的挥发等使真空降低。
当真空度高于1000Pa时,真空计监测点“J2”点亮。这个时分,能够敞开“罗茨泵”。如条件不到,“罗茨泵”不会敞开,点击按钮无反响。淮北静电喷钎系统当真空度高于7Pa时,真空计监测点“J1”点亮。这个时分,敞开“前级阀”和“分散泵”。对“分散泵”进行预热。待“分散泵”预热时刻到达90分钟时分(可调查触摸屏上计数器),封闭“粗抽阀”,翻开“高阀”,对炉膛抽高真空。推荐静电喷钎系统当炉膛真空度到达作业真空度后(真空计监测点“J3”点亮,留意初始监测点设置较高,能够自行设定或许到达所需真空度时,自行敞开加热),开加热,一同温控表主动发动运转(加热曲线需事前编好)。

钎剂喷淋是将钎剂溶液均匀的喷涂在焊接母材表面上,钎剂溶液可以去除焊接母材表面上的氧化膜、使钎料自由流动,推荐静电喷钎系统增加填充金属的扩散性和流动性、钎焊时防止零件表面再次被氧化。然而现有的钎剂溶液使用前均需要对母材进行脱脂处理,淮北静电喷钎系统并且对零部件的要求较高,焊接合格率较低。

零件表面氧化物的清除按材料、生产条件和批量,可在机械法、化学浸蚀法和电化学浸蚀法等方法中选择。经化学浸蚀或电化学浸蚀后还须进行光亮处理或中和处理,随后用水清洗并干燥。 推荐静电喷钎系统适合批量生产的机械清除方法有砂轮、金属刷、喷砂等方法。化学浸蚀清除表面氧化物始于批量生产,生产率高。淮北静电喷钎系统浸蚀液的选择取决于母材及其表面氧化物的性质状态。铝及铝合金可选用(10%NaOH,余量水或10%H2SO4,余量水)的浸蚀液成分。电化学浸蚀同样适用于大批量生产及须快速清除氧化物的情况,大多用于不锈钢和碳钢的清除氧化物工艺。


